超长无缝钢轨遇到热胀冷缩,钢轨由于温度变化产生的应力无处释放,就会造成钢轨扭曲或者断裂。所以,在长轨条焊接之前要做是应力放散和轨温锁定,在合适的轨温范围内使钢轨伸缩。

铁路最早发源于英国,从1825年世界上第一条商业运营的达林顿至斯托克顿铁路开通以来,至今已经192年了。而铁路之所以能在诞生后的短时间内称霸全球,除了蒸汽机车的发明,还有一个重要原因,就是铁轨的发明并大规模地普及应用。
不管普通的绿皮火车,还是高速动车组,都需要在铁路轨道上面运行,而钢轨就是组成铁路轨道的重要部件。钢轨也是与火车的车轮密切接触的部件,其质量好坏,直接影响着铁路运输效率和运输安全。

(一)钢轨“诞生记”
要制造性能优异的钢轨,不是一件容易的事情,钢轨制造都需要哪些高新技术呢?
按照生产工艺,钢轨的产生要分三步:冶炼、轧制和精整,当然还要经过最后的集中检测以及钢轨的长定尺化生产。
首先是钢轨所用钢材的“精炼”技术,包括生铁脱硫的预处理技术 、氧气顶吹转炉冶炼技术、炉外精炼、真空脱气和大方坯连铸技术等。
转炉炼钢工艺流程
为什么要脱硫?避免污染是一方面。通过脱硫预处理、炉外精炼和真空脱气等先进设备和技术,能使得钢质更洁净。比如炉外精炼技术可以进一步调整钢水成分和钢水温度,降低夹杂含量,保证出钢时钢水成分的精度;对钢水进行真空脱气,使溶解在钢水中的氢、氧等气体含量进一步降低,以减少这些气体对钢轨钢性能的影响。

连铸机
而采用大方坯连铸工艺能有效地防止在浇铸中钢液被二次氧化,减少了钢中的夹杂,显著改善钢坯表面质量。
其次是钢轨的“精轧”技术,包括步进式加热炉加热、高压水除鳞、万能轧机轧制和钢轨热预弯等。步进式加热炉可以使钢坯均匀加热;高压水除鳞可以保证钢轨的表面质量;再通过万能轧制技术进行生产,采用热预弯可减少残余应力和矫直噪音。

中国自主研发的万能轧机高速钢轨生产线,规模生产出时速350公里客运专线钢轨(图片来源:新华社)
第三是钢轨的“精整”技术,包括平立复合矫直、四面液压补矫、联合锯钻机床定尺和钻孔等;
第四就是钢轨的集中检测技术,包括超声波探伤、涡流探伤、激光辅助平直度和钢轨几何尺寸的自动检测等;
钢轨电动探伤检测车
第五就是钢轨的长定尺化生产技术,这项技术可以让整根钢轨尺寸保持高度一致,焊接接头少,钢轨的平顺性高。
(二)遇到热胀冷缩,无缝线路如何释放“洪荒之力”不变形?
超长无缝钢轨
在普通有缝线路上,为了满足钢轨热胀冷缩的要求,每隔一个标准25米长度的钢轨,就会留下接头和缝隙,钢轨随着温度的变化会缩短和伸长,其内部产生的应力会通过钢轨轨缝进行释放。但是这种有缝线路存在很多缺点,一来降低行车速度,二来损伤钢轨接头,三来加大了线路的维修频率,提高了养护维修成本,因此,发展无缝线路,是大势所趋。

打磨无缝线路
无缝线路就是将标准长度的钢轨焊接成长达几公里的长轨条线路。那么,如果将标准短钢轨焊接成长达几百米甚至数公里长的钢轨条,一旦遇到热胀冷缩,如何解决钢轨内部产生的应力释放问题呢?这个问题如果不解决,钢轨由于温度变化产生的应力无处释放,就会造成钢轨互相挤压或者拉扯,轻则钢轨扭曲,重则钢轨断裂,给铁路运营带来安全隐患。
目前无缝线路解决这个问题的方法,就是在长轨条焊接之前要做是应力放散和轨温锁定。所谓“应力放散”,就是在合适的轨温范围内使钢轨伸缩,抵消钢轨内部的温度力,然后再重新锁定线路。“轨温锁定”就是参照铺设地区年最高温度和最低温度数值,将钢轨锁定在一个温度范围之内,这样无缝线路即使热胀冷缩,产生的应力也在允许的范围之内,不会造成胀轨和拉断。
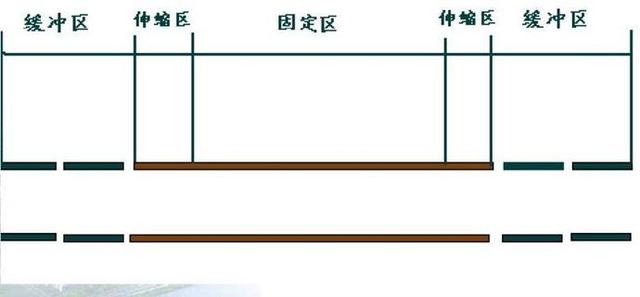
无缝线路结构示意图
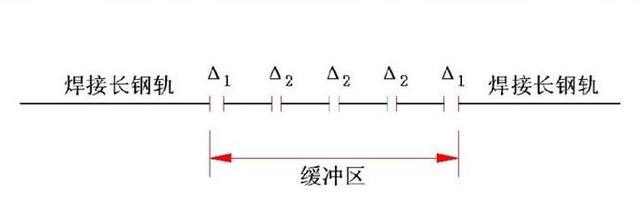
无缝线路铺设分为固定区、伸缩区和缓冲区三部分。固定区的线路全部被锁定,伸缩区留有一些轨缝,满足应力释放要求,缓冲区是无缝线路向有缝线路的过渡区段。按照无缝线路铺设长度的不同,可分为普通无缝线路,长度控制在1~2公里;区间无缝线路,在两个车站之间铺设;跨区间无缝线路,铺设长度可以包括一个或者几个车站,长达数十甚至上百公里。
铁路铺设无缝线路的好处多多,而我们乘车之时,就再也听不到那持续不断的车轮与钢轨接头撞击的咣当声了。

青藏铁路换轨,把原来的短轨换成长轨,再把长轨焊接在一起。
(三)普快、高铁客专、重载铁路钢轨要求各不同
想必大家都知道,国内普快、高铁客专以及重载铁路上使用的钢轨都是不同的。重载铁路上采用每米75公斤的钢轨,而普速铁路和高铁客专的正线一般采用每米重60公斤的钢轨,虽然都是60kg/m,但高铁客专对钢轨的技术要求更高——钢轨的外形尺寸要满足高平直度和高几何尺寸精度要求;要求钢质洁净,表面无缺陷、脱碳层浅、残余拉应力小,满足钢轨的高抗疲劳性能。
这里所说的“脱碳”,指的是钢材在各种热加工工序的加热或保温过程中,由于氧化作用,使其表面的碳全部或部分丧失的现象。钢表层的脱碳会大大降低了钢材的表面的硬度、抗拉强度、耐磨性和疲劳极限,所以钢轨的表面脱碳层越浅越好。另外,高铁客专使用的钢轨还要安全可靠,具有良好的韧塑性和焊接性能。

(四)中国与世界的差距还有多大
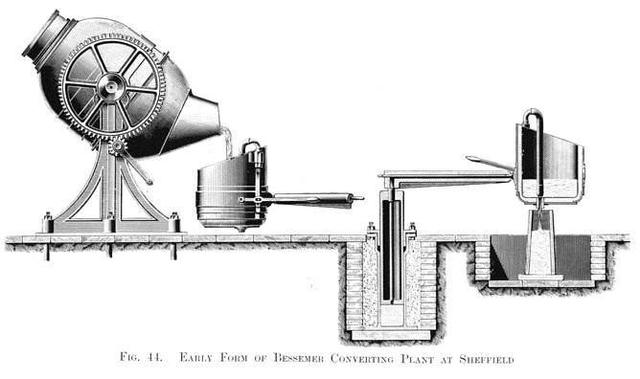
前面我们提到,铁路最早源于英国。从木轨到如今的钢轨,经历500年的悠悠岁月。英国的工程师亨利·贝塞麦和罗伯特·福里斯特·穆希特,他们联合研发制造出成本低廉的精钢,让钢轨的大规模应用成为可能。
成本低廉的精钢研制成功之后,罗伯特·穆希特于1857年在英国米德兰铁路德比火车站铺设了一段钢轨轨道,这种钢轨能够承受极为繁重的铁路运量,不需要在短期更换。相比之下,锻铁轨每六个月就需要全部更换一次,最短的竟然只维持三个月。穆希特也成为全世界第一个将钢轨应用到铁路上的人。

贝塞麦炼钢炉
中国的的钢铁企业在20世纪80年代开始对高速和重载铁路用钢轨的技术攻关,引进了国外先进设备和技术,经过一系列技术改造,目前已经掌握了全套的钢轨制造技术,高铁客专和重载铁路用的钢轨实现自给自足。
但是,我们要真正生产出具有世界一流水平的钢轨,还有很长的路要走。
来源:爆炸试验室
您必须 [ 登录 ] 才能发表留言!